
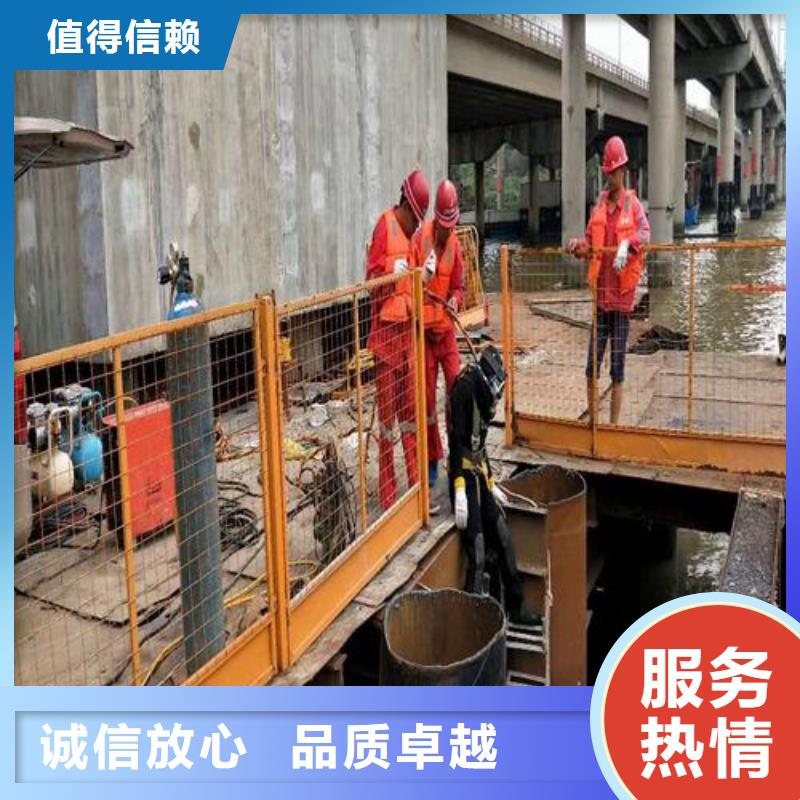



云南不论是水下焊接还是水下切割都会因为操作不当或者施工人员粗心造成事故,也由于电弧或者气体火焰不同于在大气中使用,在水下时更具有危险性。这些危险常常导致爆炸、触电、烫伤、烧伤、溺水、潜水病、窒息伤亡或砸伤等事故。那么引起水下焊接或水下切割引发事故的常见原因又有哪些呢?相信这也是广大消费者关心的问题。别慌,接下来钢筋混凝土切割的小编给大家简单地介绍一下吧。希望能够对大家的生活带来帮助哦! 1、由于绝缘损坏或者操作不当引起的触电; 2、由于回火和炽热金属熔滴烧伤、烫伤操作者,或者烧坏供气管、潜水服等潜水装备从而导致事故发生;潜水服务公司 3、沉到水下的船或其他物件中常有弹药、燃料容器和化学危险品等,在焊割前没有查明情况就贸然作业,这样就会在焊割过程中发生爆炸事故; 4、供气管、潜水服如不小心烧坏,则会造成触电或海上风浪等引起溺水事故; 5、水下构件倒塌发生砸伤、压伤、挤伤,甚至死亡事故。 水下焊接或水下切割都需要潜水作业,又加上焊割材料的危害性更加导致了水下作业的危险,因此,施工人员在操作时一定要严格按照规范执行,不能粗心大意,以免发生事故。 钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。云南在实际生产中,应根据所用割嘴的性能参数、钢板材质及厚度来调整切割速度。切割速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来很好地改善切割断面质量,那是办不到的,只能使切割断面质量变差。过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。通过观察熔渣从切口喷出的特点,可调整到合适的切割速度。 在正常的火焰切割过程中,切割氧流相对垂直的割炬来说稍微偏后一个角度,其对应的偏移叫后拖量。速度过低时,没有后拖量,工件下面割口处的火花束向切割方向偏移。如提高割炬的运行速度,火花束就会向相反的方向偏移,当火花束与切割氧流平行时,就认为该切割速度正常。速度过高时,火花束明显后偏。 另外在钢板火焰切割过程中,割嘴到被切工作表面的高度也是决定切口质量和切割速度的主要因素之一。不同厚度的钢板,使用不同参数的割嘴,应调整相应的高度。为保证获得高质量的切口,割嘴到被割工件表面的高度,在整个切割过程中必须保持基本一致。
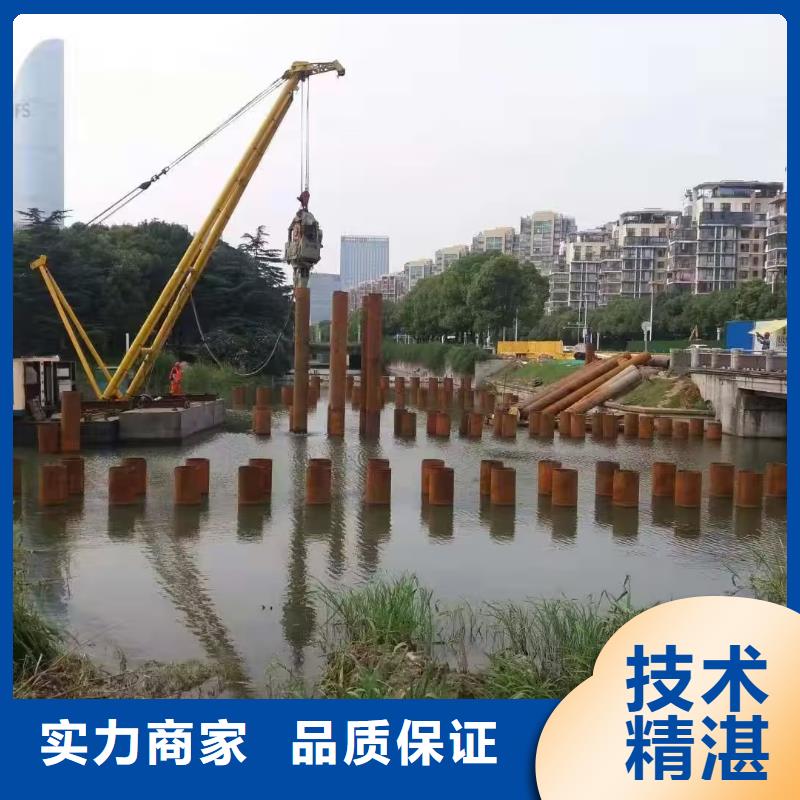
云南水厂取水头部水下安装公司型号款式按需定制




